











180-5843-6678

|
|
|
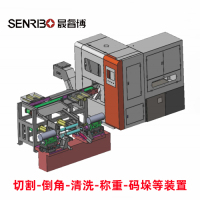
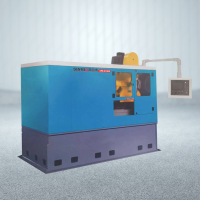
圆锯机锯片选择指南:优化锯切效果一、锯片直径的选择 锯片直径与所用的锯切设备以及锯切工件的大小密切相关。锯片直径小,切削速度相对较低;而锯片直径大则对锯片和锯切设备的要求更高,同时锯切效率也更高。根据不同的圆锯机机型,应选择符合直径要求的锯片。
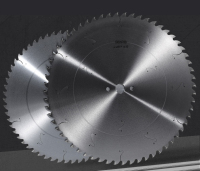
二、锯片厚度的选择 理论上,我们希望锯片越薄越好,因为锯缝实际上是一种消耗。但锯片的外径和锯切材料决定了其厚度。如果锯片厚度过薄,工作时容易偏摆晃动,从而影响切削效果。选择合适的锯片厚度时,应考虑锯片工作的稳定性和锯切材料的特性。对于特殊用途的材料,也有特定厚度的要求,应按照设备要求选择,例如开槽锯片等。 三、锯片孔径的选择 锯片孔径是相对简单的参数,主要根据设备要求进行选择。目前国内设计的标准孔径为32mm,而部分进口设备可能使用25.4mm孔径。无论孔径大小,都可以通过车床或线切割机进行改造。车床可以安装垫圈以适应较大孔径,而线切割机可以扩大孔径以满足设备要求。 四、锯片齿数的选择 锯齿的数量一般来说越多,在单位时间内切削的刃口越多,切削性能越好。然而,锯齿过密会导致齿间容屑量减少,容易引起锯片发热。另外,锯齿过多时,如果进给量不合适,每齿的切削量很少,会加剧刃口与工件之间的磨擦,从而影响刀刃的寿命。相反,锯齿过稀会导致齿间距离较大,刃口与工件的冲击增大,并产生锯片跳动,影响刀刃的寿命。因此,应根据锯切材料选择合理的锯齿数。 伍、锯片齿形的选择 常见的锯片齿形包括角齿、曲背齿、左右齿(交替倒角)、高低齿,以及较少见的组合齿等。组合齿是两种齿形的组合,修磨较为复杂。左右齿是应用最广泛的齿形选择。 六、锯齿角度的选择 锯齿部分的角度参数较为复杂,需要专业知识进行正确选择,因为它会直接影响锯切质量。主要的角度参数包括前角和后角。前角是锯齿的切入角度,主要影响锯切材料所需的力量消耗。前角越大,锯齿的切削锐度越好,切削更轻快,进给过程中所需的力量也更小。一般而言,对于较软的加工材料,应选择较大的前角;反之,则应选择较小的前角。后角是锯齿与已加工表面之间的夹角,其作用是防止锯齿与已加工表面发生摩擦。后角越大,摩擦越小,切口越光滑。同时,适当的倒角可以提高锯齿的耐用性和散热性。锯齿的角度选择将直接影响切削性能的效果。 七、综合选择优化 锯片的直径、厚度、孔径、齿数、齿形和角度等一系列参数组合成锯片的整体,只有合理选择和搭配才能更好地发挥其性能。因此,在选择锯片时,应综合考虑以上参数,并根据实际需要进行权衡,以达到最佳的锯切效果。 |




